جستجو در تک بوک با گوگل!

بازدید
۲- پروسه های پایه Basic Process
با وجود اینکه چندین روش RP وجود دارد ولی در تمامی آنها پنج مرحله زیر مشترک است:
۱- ایجاد مدل CAD از طرح
۲- تبدیل مدل CAD به فرمت STL
۳- برش فایل STL به لایه های نازک
۴- ساخت مدل به صورت لایه های روی یکدیگر
۵- تمیز کردن و پرداخت مدل
۱- ایجاد مدل CAD: ابتدا جسم توسط یک نرم افزار CAD مدل سازی می شود، مدل سازی های Solid از قبیل Pro Engineer نسبت به مدل سازی های Wire Frame از قبیل اتوکد، اشیاء سه بعدی دقیق تری مدل می کنند، که در نهایت به بهتر شدن نتایج مشخص می شود.
۲- تبدیل به فرمت STL: نرم افزارهای CAD مختلف، از الکوریتم های متفاوتی برای ارائه جسم سه بعدی استفاده می کنند، برای ایجاد سازگاری، فرمت STL (استریولیتوگرافی، اولین روش RP) به عنوان فرمت استاندارد صنعت RP پذیرفته شده است. بنابراین گام بعدی تبدیل فایل CAD به فرمت STL می باشد، این فرمت سطح سه بعدی را به وسیله مجموعه ای از مثلث های صفحه ارائه می کند. چون فایل های STL از المانهای صفحه ای استفاده می کنند، قادر نیستند سطوح منحنی را دقیقاً ارائه کنند، با افزایش تعداد مثلثها تقریب بهبود می یابد، ولی این کار منجر به افزایش حجم فایل می شود، فایل های بزرگ و پیچیده به زمان بیشتری برای پیش پردازش و ساخت نیاز دارند، در نتیجه طراح باید در تولید یک فایل STL بین دقت و مدیریت پذیری تعادل ایجاد کند. چون فرمت STL جهانی می باشد، این مرحله نیز در میان تمامی روش های RP مشترک است.
۳- برش فایل STL: در گام سوم، برنامه پیش پردازش فایل STL را برای ساخت آماده می کند، چندین برنامه موجود است که در هر کدام به استفاده کننده، اجازه داده می شود تا اندازه (size)، مکان (location) و جهت مدل (orientertion) را تنظیم کند. جهت دهی مدل به چند دلیل مهم است: اول آنکه خواص مدل در جهات مختلف، متفاوت است، به عنوان مثال نمونه ها معمولاً در جهت Z ضعیف تر و کم دقت تر می باشند، علاوه بر این، جهت دهی قطعه تا حدی زمان لازم برای ساخت مدل را مشخص می کند، قرار دادن ابعاد کوتاهتر در جهت Z منجر به کاهش تعداد لایه ها در این جهت می شود، که در نهایت باعث کاهش زمان ساخت می گردد.
بسته به تکنیک مورد استفاده، نرم افزارهای پیش پردازش مدل STL را به لایه هایی با ضخامت ۰۱/۰ تا ۷/۰ میلی متر برش می زنند. این برنامه ها ممکن است برای تولید یک سازه جایی به عنوان تکیه گاه مدل، در زمان تولید نیز در نظر بگیرند.
تکیه گاه ها برای قسمتهای ظریف و نازک شبیه به قسمتهای آویزان، حفره های داخلی و قسمتهایی که در آنها دیواره نازک است مفید می باشند. هر سازند ماشین RP نرم افزار پیش پردازش مخصوص به خود را ارائه می کند.
۴- ساخت لایه به لایه: گاه چهارم، ساخت واقعی قطعه است. با استفاده از روش های RP، ماشین RP در هر بار یک لایه از پلیمر، کاغذ یا پود فلز را می سازد. اکثر ماشین ها خودگردان «اتومات» بوده و نیاز کمتری به مداخله انسان دارند.
۵- تمیزکاری و پرداخت: گام نهایی است که شامل برداشتن نمونه از ماشین و جدا کردن هرگونه، تکیه گاه است، بعضی از مواد حساس به نور، باید قبل از استفاده پخته شوند، ممکن است نمونه به تمیز کردن جزئی و پرداخت سطح نیز، نیاز داشته باشند.
ماسه زنی «sanding» آب بندی و درزبندی (sealing) و یا رنگ کاری باعث می شود مدل دارای ظاهر و دوامی بهتر باشد.
۳- روش های RP:
اکثر ماشین های RP تجاری موجود از یکی از ۶ روش ذکر شده استفاده می کنند:
۱- استریولیتوگرافی: استریولیتوگرافی به عنوان انقلاب RP به سال ۱۹۸۶ برمی گردد، در این روش با در معرض قرار دادن پلیمرهای مایع حساس به نور، در مقابل نور ماوراء بنفش، جسم جامد تشکیل می شود. همان طور که در شکل زیر ملاحظع می شود، مدل روی صفحه ای (Plat Form) که دقیقاً زیر سطح اپوکسی مایع یا رزین آکریلات (acrylate) موجود در ظرف مایع است، ساخته می شود. توسط لیزر کم قدرت باتمرکز بالا، لایه اول ترسیم می شود که باعث می شودسطح مقطع مدل تبدیل به جامد شود. در حالی که سطوح اضافی به صورت مایع باقی می ماند. سپس توسط یک آسانسور، صفحه به داخل مایع پایین می رود، سپس توسط یک جاروب کننده، لایه جامد شده، مجدداً پوشانده می شود و مجدداً لیزر لایه دوم را روی لایه اول تشکیل می دهد برای موقعیت دهی نور لیزر از دو آینه عمود بر هم استفاده می شود که توسط سرد کنترل و گالوانومتر تنظیم می شوند، این پروسه تا کامل شدن نمونه ادامه می یابد. پس از آن قطع جامد از وان برداشته شده و مایع اضافی آن شسته می شود، تکیه گاه ها از مدل جدا شده و مدل در اجاق ماوراء بنفش قرار می گیرد تا پخت کامل شود.
ماشین های استرلیتوگرافی (SLA) از سال ۱۹۸۸ توسط کمپانی ۳D-System ساخته شده اند و این کمپانی به عنوان رهبر این صنعت بوده و بیشتر از هر کمپانی دیگری از این نوع دستگاه ها ساخته است. نمونه های اولیه استریولیتوگرافی شکننده بودند و در اثر پخت تمایل به پیچش و اعوجاج داشتند ولی اصلاحات اخیر تا حد زیادی این مشکل را برطرف کرده است.
مزایای این روش:
۱- پایداری سیستم، پروسه به صورت اتوماتیک انجام شده و نیاز به دخالت اپراتور نمی باشد.
۲- دقت ابعادی خوب ۱/۰ + میلی متر
۳- صافی سطح خوب: البته در روی دیواره های جانبی و سطوح منحنی، آثار پله را می توان مشاهده کرد، ولی سطح روی قطعه دارای صافی سطح خیلی خوبی است.
۴- دارای پردازش بالا بوده و قادر به ساخت قطعاتی با پیچیدگی بالا است.
۵- شرکت ۳D-System نرم افزاری به نام (Quick cast) برای ساخت قطعات توخالی ارائه کرده است که می توان از آن مستقیماً به عنوان الگو در روش ریخته گری مومی استفاده کرد.
۶- این روش بیشتر از سایر روش ها استفاده شده است و جا افتاده تر است.
معایب این روش:
۱- پیچش و تابیدگی قطعه: گاهی اوقات رزین آب جذب می کند که منجر به پیچش و تابیدگی می شود، خصوصاً در نقاط نسبتاً نازک
۲- هزینه نسبتاً بالا دستگاه: ۲۰۰ تا ۵۰۰ هزار دلار آمریکا، ولی پیش بینی می شود که این قیمت با کاربرد بیشتر روش کاهش یابد.
۳- رنج محدود مواد قابل استفاده: تنها از رزین های قابل پخت با نور می توان استفاده کرد.
۴- مرحله پخت بعد از ساخت: در اکثر موارد قطعه داخل وان پخته نمی شود و معمولاً یک مرحله پخت بعد از ساخت نیاز دارد.
۵- هزینه نگهداری و ساخت بالا: رزین و تفنگ لیزر خیلی گران است. سنسورهای نوری باید مرتب تنظیم شوند که نسبتاً گران است. «یک گالن متوپلیمر ۳۰۰ تا ۵۵۰ دلار است بستهب ه نوع دستگاه به ۷۸ تا ۶۷ گالن نیاز است که کل آن به ۲۳۴۰ تا ۲۷۳۰ دلار برای هر بار پر کردن مخزن پلیمر می شود. همچنین هزینه جایگزین تفنگ لیزر ۹۲۰۰ تا ۲۵۰۰۰ دلار آمریکا است».
۶- در اکثر رزین های مایع از آکرلیک استفاده شده است که باعث سوزش چشم یا اثرات کمی دیگر می شود، بعضی از این رزین ها ممکن است سرطانزا باشند.
۷- نیاز به تکیه گاه های متفاوت
کاربردها:
۱- ساخت مدل های مفهومی
۲- تست مونتاژ و تداخل وبرنامه ریزی پروسه
۳- به عنوان مدل در ریخته گری مومی
۲- ساخت اشیاء لایه به لایه Laminated object Manufacture
در این روش که توسط کمپانی Helisys توسعه یافته است، مواد به صورت ورقه هایی با پوشش چسبنده به صورت لایه به لیه به یکدیگر چسبیده و نمونه در نهایت تشکیل می شود. مواد اولیه شامل کاغذی است که با چسب آغشته شده و روی قرقره هایی پیچیده شده است، چسب مذکور در اثر حرارت فعال می شود. همان طور که در شکل زیر نشان داده شده است، یک مکانیزم تغذیه کننده/ جمع کننده «Collecter/Feeder» ورقه را روی صفحه یا PlatForm می گسترانند، در حالی که پایه از کاغذ ساخته شده است و دو طرف آن نوار فوم قرار دارد سپس یک غلطک گرم با اعمال فشار کاغذ را به پایه می چسباند. خطوط مرزی لایه اول در کاغذ توسط لیزر بریده می شود. «از لیزر CO2 استفاده می شود» و سپس سطح اضافی توسط لیزر هاشور زده می شود «فضای منفی نمونه». هاشور باعث شکستن مواد اضافی می شود که باعث ساده تر شدن ماده در طی مرحله پس از ساخت می شود. در طی ساخت، مواد اضافی به عنوان تکیه گاه قسمتهای آویزان و دیواره های نازک عمل می کنند. پس از اینکه اولین لایه بریده شد، صفحه پایه به سمت پایین حرکت و مواد تازه به کار می رود. مجدداً صفحه پایه به کمی پایین تر از ارتفاع قبلی بالا می رود و غلطک گرم، لایه دوم را به لایه اول می پسباند و سپس لیزر لایه دوم را به لایه اول می پسباند، این مراحل تا کامل شدن قطعه ادامه می یابد و در نهایت قطعه دارای بافتی شبیه چوب می شود. چون مدل از کاغذ ساخته شده است باید آببندی شود و رنگ زده شود.
کمپانی Helisys ورقه هایی از جنس پلاستیک، کاغذ پس زننده آب، سرامیک و پودر فلز را نیز مورد استفاد ه قرار می دهد. قطعه تولید شده توسط نوارهای پودر فلز برای استحکام بیشتر باید پخته شود.
مزایای این روش:
۱- سرعت نسبتاً بالایی دارد، چونکه لیزر تنها مرز قطعه را اسکن می کند و لازم نیست که کل سطح مقطع را اسکن کند.
۲- قطعه پس از ساخت بلافاصله قابل استفاده بوده و نیاز به پخت پس از ساخت ندارد.
۳- نیاز به تکیه گاه نبوده و مواد لایه های قبل به عنوان تکیه گاه استفاده می شوند.
۴- به سادگی مورد استفاده قرار می گیرد.
معایب این روش:
۱- گرچه موادی از قبیل کاغذ، پلاستیک، سرامیک و کامپوزیت ها توانایی استفاده در این روش را دارند ولی در حال حاضر بیشتر از کاغذ استفاده می شود و سایر مواد در مرحله توسعه می باشند.
۲- قطعات ساخته شده به سرعت رطوبت را جذب می کنند، در نتیجه بلافاصله پس از ساخت باید به اپوکسی مخصوص مثلاً Lompoxy آغشته شوند.
۳- گرچه غیرممکن نیست، ولی برداشتن مواد اضافی «فضای منفی نمونه» از داخل خیلی مشکل است و در نتیجه برای ساخت قطعات تو رفته و مقعر استفاده نمی شود.
۴- وقتی محفظه خیلی گرم باشد، خطر آتش سوزی وجود دارد.
۳- سینتر انتخابی توسط لیزر Selective Laser Sintering (SLS)
این روش توسط کارل دیکارد در دانشگاه تگزاس در سال ۱۹۸۹ ارائه شد و سپس توسط شرکت DTM گسترش یافت.
در این روش که در شکل نمایش داده شده است ذرات پودر از قبیل نایلون، الاستومر و یا فلز به صورت انتخابی توسط لیزر در یکدیگر نفوذ کرده و جسم جامد را ایجاد می کنند. قطعات بر روی صفحه پایه ای ساخته می شوند که دقیقاً زیر پودر قابل نفوذ با حرارت می باشد. لیزر الگوی لایه اول را دنبال می کند و باعث زینتر این لایه می شود. سپس صفحه به اندازه ارتفاع لایه بعدی به پایین آمده و پودر مجدداً شارژ می شود. این پروسه تا کامل شدن قطعه ادامه پیدا می کند. پودر اضافی هر لایه در زمان ساخت به عنوان تکیه گاه عمل می کند.
ماشین های SLS توسط شرکتهای TX, Austin, DTM تولید می شوند
شرایط محفظه فرآیندب ه دقت کنترل می شود، دمای این محفظه همواره باید زیر نقطه ذوب باشد، برای جلوگیری از اکسیداسیون پودرها در دمای بالا، محفظه پر از نیتروژن است. لیزر دمای ذرات پودر را تا زیر نقطه ذوب بالا می برد و در نتیجه ذرات پودر در هم نفوذ می کنند.
مزایای این روش:
۱- تولید قطعات محکم تر نسبت به سایر روش ها
۲- رنج متنوع تر مواد مورد استفاده شامل: پلاستیک، واکس و فلز و سرامیک و …
۳- قطعات در زمان کوتاهی (معمولاً با سرعت بیش از ۱ اینچ در ساعت) ساخته می شوند.
۴- به مرحله پخت پس از ساخت نیاز نیست.
۵- به تکیه گاه نیاز نیست.
معایب این روش:
۱- پودر باید قبل از پروسه ساخت به دمای زیر نقطه ذوب برسد که حدود ۲ ساعت طول می کشد. پس از ساخت قطعه باید حدود ۵ تا ۱۰ ساعت قبل از برداشتن قطعه برای سرد شدن آن صبر کرد.
۲- صافی سطح قطعه به اندازه پودر و نقطه لیزر محدود شده است که باعث متخلخل شدن سطح می گردد، تنها به وسیله مراحل پس از ساخت می توان به سطحی صاف دست یافت.
۳- محیط پروسه باید همواره پر از نیتروژن باشد تا عمل زینتر به خوبی انجام شود که هزینه عملیات را افزایش می دهد.
۴- گازهای سمی ایجاد می شود که در محیط منتشر می شود.
۵- استفاده از مواد مختلف، احتیاج به پروانه های جداگانه دارد.
۴- Fused Deposition Modeling (FDM)
در این روش، الیاف ترموپلاستیک که تا حالت نیمه مایع گرم شده اند از طریق نوک وسیله ای که در جهت xy اسکترود می شوند. شبیه آرایش دادن یک نانوا. سر اکستروژن دانه های خیلی نازک مواد را روی صفحه پایه به عنوان لایه اول ته نشین می کند، صفحه پایه پایین آمد، سر اسکتروژن لایه بعدی را روی لایه اول تعه نشنین می کند. تکیه گاه ها در طی مسیر ساخته می شوند، که توسط ماده ضعیفتر یا یک پیوند سوراخدار به قطعه متصل می شوند ضخامت لایه ها حدود ۱۲۷/۰ میلی متر است. جنس صفحه پایه از فوم یا آکریلیک می باشد. این روش اولین بار توسط شرکت Stratasys ارائه شد.
این شرکت، رنج گسترده ای از ماشین های FDM رااز مدلسازی مفهومی تا ماشین های دقت بالا می سازد. مواد مورد استفاده شامل ABS «درگریدهای استاندارد پزشکی»، الاستومر، پلی کربنات، پلی فنل سولفان و واکس ریخته گری مومی می باشد.
مزایای این روش:
۱- سیستم های ساخت رومیزی قابل استفاده در محیط اداری بدون انتشار گازهای سمی و شیمیایی
۲- پروسه تمیز و ساده بوده و به راحتی قابل استفاده است.
۳- ساخت قطعات شبیه به بطری سا قطعات توخالی
۴- مواد به صورت قرقره مورد استفاده قرار می گیرند و در یک دقیقه اکان تعویض آنها وجود دارد.
۵- مواد از لحاظ اقتصادی مناسب بوده و قطعات نمونه زیر ۲۰ دلار آمریکا ساخته می شوند.
۶- رنج مواد مورد استفاده گسترده بوده که قبلاً ذکر گردید.
معایب این روش:
۱- دقت نسبتاً پایین بوده و ساخت قطعات پیچیده مشکل است.
۲- استحکام قطعات در جهت عمودی (Z) ضعیف است.
۳- سرعت ساخت قطعات توپر کم است.
کاربردها:
۱- مدلسازی مفهومی
۲- تست عملکرد و شکل ظاهری قطعات
۳- ساخت الگو برای ریخته گری مومی
۴- مواد M-ABS برای کاربردهای پزشکی خاص
۵- Solid Ground Curing (SGC)
این روش توسط شرکت CUBITAL ارائه شد. SGC از این نظر که از نور ماوراء بنفش برای سخت کردن پلیمرهای حساس به نور استفاده می کند، شبیه استریولیتوگرافی می باشد ولی برهلاف SLA، در این روش کل لایه در یک زمان پخته می شود. شکل زیر روش SGC را که به پروسه Solider معروف است نشان می دهد. در این روش ابتدا رزین حساس به نور روی پلت فورم اسپری می شود. سپس، ماشین یک ماسک نوری از لایه ای که باید ساخته نشود، ایجاد می کند. این ماسک نوری روی صفحه شیشه ای بالای پلت فرم با استفاده از پروسه الکترواستاتیکی ایجاد می شود که مشابه فرآیند فتوکپی است ماسک سپس در معرض نور UV قرار می گیرد و نور از قسمتهای شفاف آن عبور می کند و در نتیجه به صورت انتخابی قسمتهایی از لایه جاری سخت می شود. پس از پخت لایه جاری، ماشین رزین های اضافی را مکیده و به جای آن واکس اسیری می نمیاد تا در طی آن به عنوان تکیه گاه عمل نماید. سطح بالایی فرز شده و سپس همین مراحل برای ساخت لایه بعدی تکرار می شود. وقتی قطعه ساخته شد، باید با شناور کردن آن در حمام حلال، واکس آن را پاک کرد. در آمریکا ماشین های SGC توسط شرکت CUBITED گسترش داده شده است، این ماشین ها بزرگ بوده و توانایی اسخت مدل های بزرگ را دارند.
مزایای این روش:
۱- دقت ابعادی روش SGC رو به بهبود است. دقت این روش ۱/۰ و اینچ و ماکزیمم ۰۲/۰ اینچ است.
۲- دقت محور Z در روش SGC نسبت به سایر روشها بیشتر است. این بهبود به فرزکاری نسبت داده می شود.
۳- علاوه بر تولید لایه هایی با ضخامت یکسان و دقیق، فرزکاری با خشن کردن مطرح باعث بهبود خاصیت چسبندگی لایه ها می شود.
۴- یکی از مزایای SGC آن است که زمان ساخت هر لایه مستقل از شکل هندسی یا تعداد قطعات می باشد، بنابرای زمان ساخت را می توان به وسیله ضرب زمان ساخت یک لایه در تعداد لایه ها به صورت دقیق مشخص کرد.
۵- این روش دارای MARS زیاد و زمان ساخت کمتری است. همین که ماسک گسترش داده می شود، لایه در ۳ ثانیه پلیمریزه می شود. ولی به علت وجود مراحل کاری مختلف، زمان سیکل پروسهحدود یک دقیقه برای هر لایه است.
۶- خصوصیت شکفت آور پروسه SGC توانایی این روش در ساخت سازه های از پیش مونتاژ شده است که شامل مجموعه ای از چند قطعه می باشد که قبل از ساخت سر هم شده اند. در نتیجه نیازی به مونتاژ نمی باشد و چون می توان قطعه را یک تکه ساخت، تلورانسهای ایعادی نمی تواند مانع مونتاژ قطعات شود.
معایب این روش:
۱- یکی از مشکلات این روش، تعداد مراحل آن می باشد که باعث شده به تجهیزات بزرگتر، سنگین تر و گرانتری نیاز باشد، در حال حاضر این دستگاه ها بیش از ۴ تن وزن و بیش از ۱۰ فوت طول دارند.
۲- علاوه بر این، به دلیل پیچیدگی آن قابلیت اطمینان کمتری وجود دارد و نیاز به اپراتور تمام وقت می باشد.
۳- همچنین بسیاری از استفاده کنندگان در برداشت واکس از قطعات مخصوصاً قطعات کوچکی از قبیل قطعات موجود در مجموعه های از پیش مونتاژ شده به مشکلاتی برمی خورند.
۶- ۳-D Ink Jet Printing
اولین بار ۳DP در کمپانی MIT و تحت لیسانس Soligen توسعه داده شد. همان طور که در شکل نشان داده شده است. قطعه ها روی Plat Form ساخته می شوند که درون ظرف پر از پودر قرار گرفته است. توسط یک سر چاپ کننده «ink-jet» چسب مایع به صورت انتخابی بر روی سطح مورد نظر ریخته می شود. پودرهایی که نچسبیده اند به عنوان تکیه گاه قطعه باقی می ماند. صفحه تخت پایین می آید، پورد جدید اضافه شده و تراز می شود و سپس پروسه تکرار می شود. پس از اتمام کار قطع سبز «green part» از درون پودر نچسبیده برداشته می شود و پودرهای اضافی از روی آن برداشته می شود. برای بهبود دوام و صافی سطح قطعه، در پایان واکس (چسب CA) بهداخل قطعه تزریق می شود. این پروسه بسیار سریع است و سطح قطعات تولید شده با آن کمی دانه، دانه است. ضخامت لایه ها ضریبی از ۱/۰ میلیمتر است. شرکت Sanders از تکینک متفاوتی در مدلسازی مفهومی استفاده کرده است، ماشیناز دو Ink-Jet استفاده می کند، توسط یک ترموپلاستیک با درجه ذوب پایین برای ساخت مدل و توسط دیگری واکس برای ساخت تکیه گاه ها تزریق می شود. پس از تکمیل هر لایه سطح بالا به منظور یکنواخت شدن فرز می شود. این روش دقت فوق العادی داشته و باعث شده تا بتوان از این ماشین ها در صنعت جواهرسازی استفاده شود.
۴- کاربردهای RP
RP بهطور گسترده ای در صنایع اتومبیل، هوافضا، پزشکی استفاده می شود. گرچه کاربردهای امکن پذیر این روش نامحدود است ولی تقریباً در یکی از گروه های زیر قرار می گیرد.
Prototyping , Rapid tooling, Rapid manufacturing
۱- Protityping (نمونه سازی)
همان طور که از نامش پیداست، نخستین استفاده RP اکان ساخت سریع نمونه به منظور تست و ارتباط می باشد نمونه ها به صورت اعجاب انگیزی در گسترش ارتباطات مؤثر می باشند چونکه قادرند اشیاء ۳ بعدی را بهتر از نقشه ۲ بعدی درک کنند.
وجود قطعه نمونه، امکان تحلیل هندسی و فعالیتهای برنامه ریزی را که بدون قطعه فیزیکی خیلی مشکلاست را ممکن می سازد:
– مقایسه شکل های مختلف برای رسیدن به شکل ظاهری مورد نظر
– تست تونل باد برای شکل های مختلف خطوط جریان
– تحلیل تنش مدل فیزیکی
– ساخت قطعات پیش از تولید برای برنامه ریزی پروسه و. طراحی ابزار
نمونه سازی باعث درک بهتر نقشه ها می شود ۰برای مثال انسان هایی که مجبور بودند اجسام را از طریق ۵۰ نقشه اوزالید درک کنند، اکنون آن را می بینند.).
مدل های RP توانایی انجام کارهایی را دارد که نمی توان توسط نمونه انجام داد، برای مثال شرکت پورشه برای مطالعه جریان روغن در شلنگ از یک مدل استریولیتوگرافی شفاف استفاده کد یا شرکا Snecma یک تولید کننده فرانسوی توربوماشین، از یک مدل SLA برای تحلیل تنش فتوالاستیک یک چرخ فن برای مشخص نمودن تنشهای موجود در پره ها استفاده کرد.
۲- Rapid tooling ابزراسازی سریع (قالبسازی)
یکی از کاربردهای RP که در حال پیشی گرفتن از دیگر روش هاست، قالبسازی است. قالبسازی یکی از کندترین و گرانترین مراحل ساخت می باشد، قالبها دارای شکل هندسی پیچیده بوده و در عین حال باید دارای دقت ۰۱/۰ میلیمتر باشند. علاوه بر این قالب باید سخت، مقاوم به سایش و دارای صافی سطح خوب باشد. روش های مرسوم مورد استفاده برای قالبسازی به وسیله ماشین های CNC و دستگاه های اسپارک می باشد. که گران و وقت گیر است. بنابراین تولید کنندگان برای سرعت بخشیدن به کار مایلند از روش های RP استفاده کنند.
پیتر هیلتون مشاور استراتژی تکنولوژی کنکورد معتقد است که هزینه و زمان قالبسازی تا ۷۵% یا بیشتر به وسیله RP کاهش می یابد.
قالبسازی به دو دسته تقسیم می شود: قالبسازی مستقیم، قالبسازی غیرمستفیم.
۱-۲- قالبسازی مستقیم: Direct tooling
غایت قالبسازی سریع، تبدیل اطلاعات CAD به قالب می باشد، تا به واقعیت رسیدن این موضوع چندین سال راه است ولی گام های بلندی در این زمینه برداشته شده است.
– فرآیند DTM: فرآیندی است که در آن ساچمه های استیلی که دارای پوشش پلیمر هستند، زینتر می شوند تا قالب فلزی تولید شود. قالب در کوره ای قرار می گیرد که در آن چسب پلیمر سوخته و مس در آن نفوذ داده می شود، با این قالب می توان تا ۵۰۰۰۰ قطعه تزریقی تولید کرد.
– در سال ۱۹۹۶ شرکت Rubbermaid با استفاده از قلبی که به روش SLA ساخته شده بود، ۳۰۰۰۰ میز پلاستیکی تولید کرد، این اولین بار بود که محصولات توسط قالبهای ساخته شده به روش مستقیم ساخته می شد.
– LENS (Laser Engineered Net Shaping
این روش فرآیندی است که در رابراتور ملی Sandia و دانشگاه استانفورد برای تولید قالبهای فلزی با استفاده از اطلاعات CAD استفاده می شود.
در این روش پودر فلزی از مرکز ستون لیزر به سطح مذاب شده بالای قطعه تزریق می شود. سپس این لایه منجمد می شود. افزودن لایه ها تا کامل شدن قطعه ادامه پیدا می کند. علیرغم روش متالوژی پودر، قطعات تهیه شده به این روش کاملاً متراکم می باشند، چونکه فلز ذوب شده و صرفاً زینتر می شود. در حال حاضر این روش برای ساخت قطعات ساده و با سطح مقطع یکنواخت استفاده می شود. این روش توسط شرکت MTS ارائه می شود. (www.MTS.com)
– (Aces Injection Molding) DIRECT AIM
روشی است که توسط شرکت ۳D systems ارائه شده است. در این روش با ترکیب ماهیچه های تولید شده به روش SLA و قالبهای فلزی سنتی تولید شده به وسیله ماشین کاری برای تولید قالبهای تزریق پلی اتیلن، پلی استرین، پلی پروپیلن و پلاستیک ABS استفاده می شود. دقت خیلی خوبی برای تولید کمتر از ۲۰۰ قطعه وجود دارد. برای اینکه مواد مذاب ماهیچه (مغزی) SLA نچسبد، زمان سیکل طولانی «تقریباً ۵ دقیقه» برای سرد شدن قالب مورد نیاز است. برای رفع این مشکل ماهیچه ها از پوسته های نازک SLA ساخته شده و با ساچمه های آلومینیومی واپوکس پر می شوند. هدایت پذیری بالای آلومینیوم باعث می شود قالب سریع تر سرد شده و سیکل کوتاه تر شود.
سطح خارجی ماهیچه را می توان با فلزی دیگری آبکاری کرد، تا مقاوت سایش افزایش یابد به این ترتتیب می توان به این روش ۱۰۰۰ تا ۵۰۰۰ قطعه تولید کرد، که باعث اقتصادی شدن پروسه می شود.
– 3DpMold:
اولین بار در کمپانی MIT ارائه شد. قطعه تهیه شده به وسیله پودر فلز و چسب در این روش دارای دانستیته نسبتاً کمی می باشد و قطعه خام نامیده می شود. این قطعه پس از حرارت داده شدن و فلز دیگری مثل برنز درون آن تزریق می شود. نکته جالب توجه در این قالبها آن است که براحتی می توان کانال های مبرد را درون آنها تعبیه کرد.
– Lom composite
شرکت Helysis و دانشگاه دایتن نوعی کامپوزیت سرامیکی را برای روش LOM ارائه کرده اند. قطعات Lom composite خیلی قوی و بادوام هستند و از آنها می توان برای قالبسازی استفاده کرد.
– ریخته گری ماسه ای:
حداقل در دو روش RP می توان قالبهای ماسه ای را توسط اطلاعات CAD ایجاد کرد. شرکت DTM پودری شبیه به ماسه به فروش می رساند که با زینتر آن می توان قالب ماسه ای ساخت.
شرکت Soligen از روش ۳DP برای تولید قالبها و ماهیچه های مغزی، سرامیکی برای ریخته گری مومی استفاده کند.
۲-۲ قالبسازی غیر مستفیم: (Indirect Tooling)
امروزه اکثر روش های قالبسازی سریع به صورت غیرمستقیم می باشد. در این روشها قطعات RP برای ساخت قالبها استفاده می شود. از مدل های RP می توان به صورت غیرمستقیم در تعدادی از پروسه های ساخت استفاده کرد:
– ریخته گری تحت خلاء (vacullmcasting):
در ساده ترین و قدیمی ترین روش قالبسازی سریع، یک الگوی مثبت ساخته شده به روش RP به صورت معلق و روان سیلیکون یا لاستیک (RTV) قرار داده می شود. وقتی لاستیک سخت شد، آن را به دو نیمه تقسیم کرده و نمونه RP را خارج می کنند. از قالب لاستیکی حاصل برای ریخته گری حدود ۲۰ نمونه پلی اورتان و یا سایر پلیمرها استفاده می شود.
در روش مفیددیگری که پروسه زینتر پودر (Kel tool) نامیده می شود، از قالب لاستیکی برای تولید قالب فلزی استفاده می شود. این روش توسط شرکت ۳M ارائه شد و اکنون ۳D system صاحب امتیاز آن است در روش Kel tool، قالب لاستیکی با پودر استیل و چسب اپوکسی پر می شود، پس از پخت چسب، قالب خام از قالب لاستیکی برداشته می شود و سپس زینتر می شود.در این مرحله فلز دارای ۷۰% تراکم است و داخل آن مس تزریق می شود تا به ماکزیمم دانستیته تئوری برسد. قالب حاصل دارای دقت خوبی است ولی اندازه آن به ۲۵ سانتی متر محدود می شود.
– ریخته گری در ماسه یا گچی:
از یک مدل RP می توان به عنوان الگوی مثبت در قالب ماسه ای استفاده کرد. مدل های LOM که مشابه مدل های چوبی هستند برای این منظور استفاده می شوند، اگر الگوی LOM به خوبی آبندی و پرداخت شده باشد، از آن می توان برای تولید ۱۰۰ قالب ماسه ای یا گچی استفاده کرد.
– ریخته گری مومی: (Investment Casting)
از بعضی نمونه های RP می توان به عنوان الگوی ریخته گری مومی استفاده کرد. الگوی مورد استفاده نباید به هنگام گرم شدن منبسط شود، یا باعث ترک پوسته سرامیکی در طی پخت شود. از نمونه های تولید شده به روش SLA با مواد، Quick cast, Solidacrylic
روش SLS با مواد واکس و Platcrab ، روش LOM با کاغذ
روش FDM با واکس و روش SGC با Solid acrylic می توان برای این کار استفاده کرد.
– قالبهای تزریقی (Injection Mold):
شرکت تحقیقاتی CEMCOM روش قالبسازی NCC را برای تولید قالبهای کامپوزیت سرامیکی/فلزی برای تزریق پلاستیک ارائه کرده است.
در این روش ابتدا مدل توسط روش استریولیتوگرافی تهیه می شود، برای تهیه قالب، مدل SLA با نیکل آبکاری می شود و سپس با مواد سرامیکی محکم تزریق می شود. سپس قالب به دو نیمه تقسیم می شود تا مدل برداشته شود و قالب باقی می ماند که می توان با آن دهها هزار قطعه تزریقی تولید کرد.
۴- ساخت سریع (Rapid Manufacturing):
یکی از موارد توسعه طبیعی RP، ساخت سریع می باشد که به وسیله آن قطعات قابل فروش مستقیماً از اطلاعات CAD تولید می شوند. در حال حاضر تنها محصولات نهایی کمی به وسیله ماشین های RP تولید می شوند ولی تعداد مواد فلزی و سایر مواد رو به گسترش می باشد.
البته RM هرگز کاملاً جایگزین روشهای دیگر ساخت نمی شود، مخصوصاً در تعداد زیاد تولید و این روش مخصوص تولیداتی باتیراژ کم است.
RM همچنین برای تولید قطعات سفارشی با مشخصات دقیق استفاده کننده، ایده آل است. در یک پروژه تحقیقاتی دانشگاه Delaware از مدل سه بعدی دیجیتایزه شده ؟؟ انسان برای ساخت کلاه ایمنی سفارشی استفاده کرد.
NASA توسط ماشین های RP اقدام به تهیه دستکش فضانوردی برای هر یک از دستهای فضانوردان کرده است.
شرکت Therics از روش ساخت لایه ای RP برای ساخت قرص هایی استفاده می کند که در زمان مشخصی از روز دز خاصی از دارو را پخش می کنند، استفاده بزرگ دیگر RM، ساخت محصولاتی است که آنها را نمی توان توسط روش های کاهشی دیگر (نظیر ماشینکاری، سنگ زنی) یا روشهای فشاری (آهنگری، فورمینگ و …) ساخت. این مورد شامل قطعاتی است که دارای شکل پیچیده، حفره های داخلی و ساختار لایه لایه هستند. شرکت MA برای ساخت فیلترهای سرامیکی پیچیدهکه سطح داخلی آنها هشت برابر بیشتر از انواع قدیمی است از روش های RP استفادده کرده است. این فیلترها ذرات گاز ناشی از کارخانه پودر زغال سنگ را جدا می کنند.
۵- توسعه RP در آینده:
RP در حال آغاز تغییر دادن مسیر طراحی و ساخت محصولات کمپانی ها می باشد. روش های نمونه سازی سریع به طور کلی دارای مشکلات زیر هستند:
۱- دقیت قطعه: پله ای شدن، انقباض و تغییر شکل
۲- محدودیت مواد مورد استفاده
۳- ابعاد و اندازه قطعات ساخته شده
۴- زمان به نسبت طولانی ساخت نمونه ها
برای رفع این مشکلات در آینده اقداماتی در کمپانی ها و کشورهای مختلف جهان در دست اقدام است.
RP باعث افزایش سرعت شده است ولی هنوز سرعت آن کم است. با استفاده از کامپیوترهای سریع تر سیستمهای کنترل پیشرفته تر و مواد بهتر، زمان RP به طور اعجاب انیگزی کاهش می یابد.
برای مثال، کمپانی Stratasys اخیرا «ژانویه ۱۹۹۸» ماشین کوانتوم FDM اش را ارائه کرد که می تواند مدل های پلاستیکی ABS را ۵ تا ۵/۲ برابر سریع تر از ماشین های قدیمی FDM ایجاد کند. ادامه این روند در کاهش زمان ساخت باعث اقتصادی شدن ساخت سریع می شود.
همچنین در آینده سافی سطح و دقت در RP افزایش خواهد یافت. امروزه ماشین های تجاری با دقت ۰۸/۰ میلیمتر در صفحه xy وجود دارند. ولی این دقت در جهت Z کمتر است. پیشرفت نور لیزر و کنترل موتورها، منجر به افزایش دقت در هر جهت می گردد.
با معرفی مواد غیرپلیمری از قبیل فلزات سرامیک ها و کمپوزیتها، پیشرفتهای بیشتری قابل پیش بینی است با استفاده از این مواد می توان به وسیله RP قطعاتی ساخت که برای تست عملکرد استفاده می شوند.
امروزه از قطعات پلاستیکی برای تست انطباق (Fit) و ظاهر بصری قطعه به خوبی استفاده می شوند. معمولاً این قطعات برای تست عملکرد ضعیف هستند. با مواد قوی تر و نیرومندتر می توان نمونه هایی ساخت که قادر به تحمل شرایط واقعی هستند. علاوه بر این با مواد کامپوزیتی و فلزی رنج محصولاتی که می توان توسط ساخت سریع ایجاد کرد، افزایش می یابد.
پیشرفت دیگر در آینده در اندازه قطعات می باشد. در حال حاضر به وسیله RP می توان قطعاتی با حداکثر ۱۲۵/۰ مترمکعب یا کمتر ایجاد کرد. قطعات بزرگتر را می توان در چند قسمت ساخته و سپس با دقت به یکدیگر متصل کرد. برای جبران این مشکل چند روش، نمونه ساز بزرگ، در حال بررسی است. بیشترین روشی که در این زمینه توسعه یافته است توسط کمپانی fremus بوده است.
در این روش، قالب موقتی از لایه هایی از پودر سلیکا (ماسه با کیفیت بالا) ساخته می شود و با واکس پارافین به یکدیگر می چسبد. سپس از این قالب برای تولید مدل های فایبرگلاس، اپوکسی، فوم یا بتنی تا اندازه های ۲/۱ . ۲ . ۳/۳ متر استفاده می شود.
تمامی موارد فوق الذکر، باعث می شود تا صنعت نمونه سازی در سراسر جهان ادامه یابد. در حال حاضر ایالات متحده در این زمینه مسلط می باشد ولی کشورهای آلمان، ژاپن و اسرائیل با رشد سریعی به او نزدیک می شوند.


آموزش های عمومی برای ورود به بازار کار ۱٫۳۳/۵ (۲۶٫۶۷%) ۳ امتیازs موضوع : آموزش های عمومی برای ورود به بازار کار کسب مهارت برای ورود به بازار کار امروز در تک بوک میخواهیم سایتی رو به شما معرفی کنیم که میتونید توش […]

ترفندهای جدید در پاورپوینت ۳٫۰۰/۵ (۶۰٫۰۰%) ۱ امتیاز PowerPoint ابزاری ساده و پرکاربرد برای ارائه کنفرانس، سخنرانی و تحقیقات است و با امکاناتی که روز به روز به آن افزوده میشود، کار با این ابزار ساده تر از گذشته شده است.
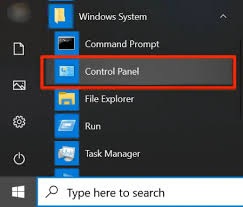
۱۱ روش آوردن کنترل پنل در ویندوز ۱۰ ۳٫۰۰/۵ (۶۰٫۰۰%) ۱ امتیاز تمام قسمت های ویندوز ۱۰ بهینه شده است از ابزارها گرفته تا قسمت هایی که مربوط به تنظیمات این سیستم عامل می باشد.

۱۱ امتیاز برای مهاجرت به ویندوز ۱۰/ با عرضه ویندوز ۱۰ بررسی امکانات و ویژگیهای آن آغاز شده است. اگر چه این ویندوز به علت برخی قابلیت هایش از توانمندی بیشتری برای جمع آوری اطلاعات شخصی کاربران برخوردار است، اما مزایای زیادی هم دارد.
اندازه مناسب و قابل حمل بودن سیستمعاملهای مختلف، حافظه فلش مموری را به دستگاهی بسیار پرکاربرد برای انتقال اطلاعات تبدیل میکند.

همزمان با افزایش بدافزارها، کرمهای اینترنتی و تروجانها، هکرها و سارقان اطلاعات همواره به دنبال راههایی به منظور سرقت اطلاعات و دسترسی به حسابهای بانکی و گاهی بوجود آوردن اختلالات الکترونیکی بوده اند.




دانلود کتاب اندروید طعم مرگ ۳٫۸۲/۵ (۷۶٫۴۷%) ۱۷ امتیازs ♥ عناوین اصلی کتاب اندروید ” طعم مرگ ” شامل: ♥ فصل اول: حقیقت مرگ ♥ فصل دوم: اقسام مرگ ♥ فصل سوم: احتضار و خصوصیات آن ♥ فصل چهارم: سکرات مرگ ♥ فصل پنجم: ترس […]
دانلود کتاب اندروید مهر مهتاب _ کرامات حضرت فاطمه ۳٫۸۳/۵ (۷۶٫۶۷%) ۶ امتیازs سخن مولف : در این کتاب، ابتدا سى کرامت نقل کرده ام سپس در فصل دوم به چند بحث پرداخته ام: «آیا خواب حجّت است؟ چگونه مى شود به خواب اعتماد […]

دانلود کتاب اندروید گوهر هفتم : چهل سخن از امام کاظم ۳٫۷۹/۵ (۷۵٫۷۱%) ۱۴ امتیازs سخن مولف : ما خود را پیرو اهل بیت علیهم السلام مى دانیم و محبّت آنان را در دل داریم، خدا به آنان مقام عصمت داده است و از […]
نقش شرکت حسابداری و خدمات مالیاتی در چالش های مالیاتی پزشکان// حرفه پزشکی، با وجود جایگاه رفیع و نقشی حیاتی در جامعه، همواره با چالش های متعددی در حوزه مالیات روبرو بوده و هست.

بهترین ترجمه جنین شناسی لانگمن کدام است + مقایسه ۴٫۰۰/۵ (۸۰٫۰۰%) ۸ امتیازs بهترین ترجمه جنین شناسی لانگمن کدام است + مقایسه جنین شناسی یکی از چالش برانگیز ترین دروس علوم پایه است که مطالعه آن خود چالش های خاص خود را دارد. […]

خواص آلو برای دیابت چست؟ ۴٫۸۰/۵ (۹۶٫۰۶%) ۷۱ امتیازs خواص آلو برای دیابت چست؟ امروزه میتوان با مصرف بسیاری از میوهها از مصرف داروهای شیمایی تا حد بسیار زیادی جلوگیری نمود چرا که افرادی که دارای دیابت هستن با مصرف قرص و داروهای شیمایی […]
تمامی حقوق و مطالب سایت برای تک بوک محفوظ است و هرگونه کپی برداری بدون ذکر منبع ممنوع می باشد.






به نکات زیر توجه کنید